Victory Technologies: Tank Corpsin automaattinen hitsaus
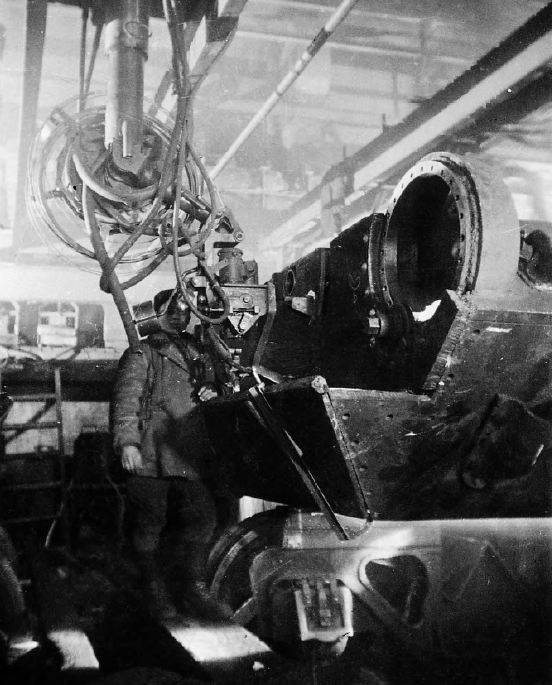
Automaattinen helmihitsauskone säiliö T-34 pohjalla Nižni Tagilin tehtaalla nro 183. Lähde: Venäjän valtion talousarkisto
Panssarin kesyttäminen
Yksi suurimmista ongelmista keskikokoisten T-34-tankkien runkojen ja tornejen valmistuksessa oli halkeilu osien hitsauspaikoissa. Kyse on 8C-panssarin korkeasta kovuudesta, kun hitsin lähelle muodostuu pieniä repeämiä tai mikrohalkeamia. Jäännösjännitysten esiintyminen hitsauksen jälkeen ensimmäistä kertaa panssaroidun ajoneuvon valmistuksen jälkeen ei tuntunut, mutta ajan myötä se ilmestyi jopa 500 mm pitkiin halkeamiin. Kaikki tämä tietysti vähensi panssaripanssarin iskunkestävyyttä. Tämän ongelman ratkaisemiseksi heti evakuoitujen yritysten tuotannon järjestämisen jälkeen, vuoden 1942 toisella puoliskolla, houkutteltiin asiantuntijoita Neuvostoliiton tiedeakatemian panssariinstituutista (TsNII-48) ja sähköhitsausinstituutista. Tutkimusta tehtiin kahdessa yrityksessä: Ural Tank Plant No. 183 Nizhny Tagilissa ja Ural Heavy Engineering Plant Sverdlovskissa. Yhteensä heinäkuusta lokakuuhun metallurgit ja materiaalitutkijat tutkivat halkeamien muodostumista noin 9500 8 panssaroidun osan hitsauksen aikana. Tutkimuksen tarkoituksena oli löytää 0,25C-panssarin optimaalinen kemiallinen koostumus. Kävi ilmi, että panssarin tärkein komponentti tässä tilanteessa oli hiili. Jos sen pitoisuus panssarissa oli yli XNUMX%, kovettunut vyöhyke hitsin alueella kasvoi jyrkästi, mikä väistämättä johti halkeiluihin.
Asennus T-34-85 säiliön rungon automaattiseen uppokaarihitsaukseen. Tehdas nro 183, 1944. Lähde: Venäjän valtion talousarkisto
Mutta niin alhaisen hiilipitoisuuden varmistaminen panssaroidussa teräksessä rauhan aikana ei ollut helppoa, ja sodan aikana se näytti mahdottomalta. Pienet "kosmeettiset" muutokset hitsaussyklissä austeniittisten elektrodien, monihelmihitsausjärjestelmän ja yksiköiden alhaisen karkaisun ansiosta hitsauksen jälkeen mahdollistivat hiilipitoisuuden ylärajan nostamisen vain 0,28 prosenttiin. Muuten, Saksan säiliöteollisuudessa he eivät kuulleet niin vakavista panssaripanssarivaatimuksista - keskimäärin hiilen osuus oli välillä 0,4-0,5%. Hitsausalueen halkeamien ilmenemisongelmaan ratkaistiin osien esilämmitys 150-200 celsiusasteeseen, jota seurasi osien hidas jäähdytys hitsauksen jälkeen 100 asteeseen 30 minuutin ajan. Tätä tarkoitusta varten Armor Institutessa kehitettiin erityisiä keloja, jotka tarjoavat panssaroitujen osien paikallisen lämmityksen kaasuleikkauksen tai hitsauksen alueella. Ural Plant of Heavy Engineeringissä induktoreita käytettiin hitsattaessa etuosan liitoskohtaa sivujen ja katon kanssa sekä leikattiin tasapainoreikiä tankkien karkaistuihin sivuosiin. Siten keskihiilisten panssariterästen hitsauksen aikana aiheutuva halkeamien muodostumisongelma ratkaistiin. Ajan myötä Sverdlovskin tehtaan käytäntö laajennettiin muihin säiliötehtaisiin.
Hitsauskoneet
Heinäkuussa 1941 kansankomissaarien neuvoston määräyksellä Neuvostoliiton tiedeakatemian sähköhitsauksen instituutti evakuoitiin Nižni Tagiliin. Siksi Uralvagonzavodissa otettiin ensimmäistä kertaa käyttöön tankkien runkojen automaattinen upokaarihitsaus. Tietenkin tämä tekniikka tunnettiin aiemmin, mutta akateemikko Evgeniy Oskarovich Patonin ryhmä TsNII-48:n työntekijöiden kanssa pystyi mukauttamaan sen panssaroitujen terästen hitsaukseen. Yksi panssaroidun hitsauksen kehittämiseen osallistuneista merkittävistä tutkijoista oli Vladimir Ivanovich Dyatlov. Hän ratkaisi yhdessä Kominternin mukaan nimetyn Kharkov-tehtaan työntekijöiden kanssa panssarin halkeilun ongelman hitsauksen aikana tuomalla vähähiilisen langan hitsausaltaaseen (tästä käsitellään lisää jäljempänä). Vuonna 1942 tiedemies, ensimmäinen maailmassa, havaitsi kaariprosessien itsesäätelyn ilmiön kulutuselektrodilla, mikä mahdollisti merkittävästi automaattisten hitsauskoneiden syöttömekanismien suunnittelun yksinkertaistamisen. Myös tästä johtuen oli mahdollista luoda suhteellisen yksinkertaisia yksimoottorisia hitsauspäitä, luotettavampia ja halvempia. Ilman Djatlovia ei olisi ollut mahdollista luoda tehokkaita sulatteita, jotka perustuivat Ashinsky Metallurgical Plantin masuunihiiliuuneihin, joita kutsuttiin "kuonavirtauksiksi SHA". Lokakuusta 1943 lähtien tiedemies johti Uralvagonzavodin hitsauslaboratoriota ja pysyi tässä tehtävässä vuoteen 1944 saakka, kunnes hänet siirrettiin Laivanrakennustekniikan keskustutkimuslaitokseen.
Mutta palataanpa legendaariseen T-34:ään, josta ei olisi koskaan tullut niin massiivista panssarivaunua, ellei sen panssaroitujen runkojen (tornien) automaattinen hitsaus tehtailla nro 183 ja UZTM. Automaattisten hitsauskoneiden käyttö mahdollisti hitsausajan lyhentämisen 3–6,5-kertaiseksi. Samanaikaisesti kullekin tankkijoukolle käytettiin vähintään 40 lineaarimetriä hitsejä.

Akateemikko Evgeny Oskarovich Paton. Lähde: patom.kiev.ua
T-34:n lisäksi panssaroitujen runkojen tehtaalla nro 200 Tšeljabinskissa käytettiin akateemikko Patonin hitsausta. Sen avulla hitsattiin KV säiliön rungon pohja, joka oli yhteensä noin 15 lineaarimetriä saumaa ajoneuvoa kohden. On tärkeää, että panssarihitsauksen automatisointi mahdollisti vähän koulutettujen työntekijöiden houkuttelemisen tuotantoon - hitsausmestareita puuttui jatkuvasti koko sodan ajan. Heinäkuusta 1942 lähtien Nižni Tagilissa on toiminut ainutlaatuinen säiliökuljetin, jolla toimi 19 automaattista uppokaarihitsausyksikköä. Arvioi innovaation laajuus – tämä vapautti 280 korkealuokkaista hitsaajaa muihin töihin ja korvasi heidät 57 matalasti koulutetulla työntekijällä. Akateemikko Jevgeni Oskarovitš Paton itse puhui liittovaltion kommunistisen kommunistisen puolueen Sverdlovskin aluekomitean tankkiteollisuusosaston sihteerille maaliskuussa 1942 osoitetussa muistiossa automaattisen hitsauksen käyttöönoton tehokkuudesta (lainaus N:stä). . Melnikovin kirja "Neuvostoliiton tankkiteollisuus suuren isänmaallisen sodan aikana":
"Nopean automaattisen hitsauksen korkean tuottavuuden ansiosta vuokerrosten alla runkojen hitsausaika lyhenee huomattavasti ja työn, sähkön ja elektrodilangan kulutus vähenee."
OAO NPK Uralvagonzavodin näyttelykompleksin arkistosta löytyy vertailu manuaaliseen ja automatisoituun hitsaukseen käytetystä ajasta. Niiden mukaan esimerkiksi T-34-tornin olkahihnasektorin hitsaukseen menee hitsaajalta hieman yli viisi tuntia, ja automaattihitsauksella se onnistuu vain 40 minuutissa. Pohjan liitokset manuaalisella hitsauksella keitetään kolmessa tunnissa ja automaattitilassa - tunnissa.
Taistele sauman puolesta
Ei voida sanoa, että automaattiset hitsauskoneet ilmestyivät yhtäkkiä Neuvostoliiton säiliöteollisuuden kokoonpanotehtaille. Ensinnäkin käsihitsauksen osuus panssaroitujen tuotteiden tuotannossa oli edelleen erittäin suuri, ja toiseksi, aluksi kaikki ei ollut sujuvaa itse tekniikan kanssa. Hitsaukselle ei ollut mahdollista antaa vaadittua plastisuustasoa - jäähdytyksen jälkeen siitä tuli kova ja hauras. Tällä oli tietysti kielteisin vaikutus panssarin ammuksen vastustukseen. Syiden analysoinnin jälkeen kävi ilmi, että koko asiana oli hitsattavan metallin tunkeutumissyvyyden ylitys, lankametallin sekoittuminen perusmetalliin ja hitsimetallin merkittävä seos. Ryhmät TsNII-48:sta I.F. Sribnyn johdolla ja Institute of Weldingistä, jota johti edellä mainittu V.I. Dyatlov, ehdottivat ja testasivat seuraavia menetelmiä hitsaamaan "vastatonta" panssaria 8C ja 2P. Ensinnäkin tämä on monivaihehitsausta, jolloin kone yhdistää hitsattavat osat useassa vaiheessa. Tämä varmistaa liitosten alhaisen tunkeutumisen ja vahvan ja sitkeän sauman muodostumisen. On selvää, että tällainen tekniikka ei ole tehokkain sota-olosuhteissa: loppujen lopuksi monivaihehitsaus vaatii paljon aikaa yksivaiheiseen hitsaukseen verrattuna.
Asennus T-34-85 säiliötornin katon automaattiseen uppokaarihitsaukseen. Tehdas nro 112 "Krasnoje Sormovo", 1945. Lähde: Venäjän valtion talousarkisto
Toinen TsNII-48:n ja Institute of Weldingin temppu oli vähähiilisen teräslangan asettaminen uraan panssarimetallin "kypsennyksen" vähentämiseksi. Tämän seurauksena saumasta tuli jäähdytyksen jälkeen muovisempi, lanka alensi merkittävästi sauman uran lämpötilaa ja kaksinkertaisti myös automaattisten hitsauskoneiden tuottavuuden. Tämä osoittautui tehokkaimmaksi tekniikaksi, jota jopa parannettiin tulevaisuudessa. Uusi "kaksilankainen" hitsausmenetelmä, jossa toinen (täyte)lanka, joka ei ollut kytkettynä virtalähteeseen, syötettiin hitsausaltaaseen kulmassa elektrodilankaan nähden. Toisen langan syöttö ja halkaisija laskettiin siten, että siitä kerrostetun metallin määrä oli yhtä suuri kuin kerrostetun elektrodilangan metallin määrä, eli toisen langan halkaisijan tulisi olla yhtä suuri kuin halkaisija elektrodilangan ja niiden syöttönopeuksien tulee olla samat. Kuitenkin johtuen tarpeesta muuttaa automaattiset päät yhdestä langansyötöstä kahteen langansyöttöön, tämän menetelmän käyttöönottoa lykättiin ja se korvattiin tankojen asettelumenetelmällä. Kuitenkin jo kesä-heinäkuussa 1942 tätä menetelmää käytettiin tehtaalla nro 183 hitsattaessa erää säiliön rungon nokan alalevyjä nokkapalkeilla.

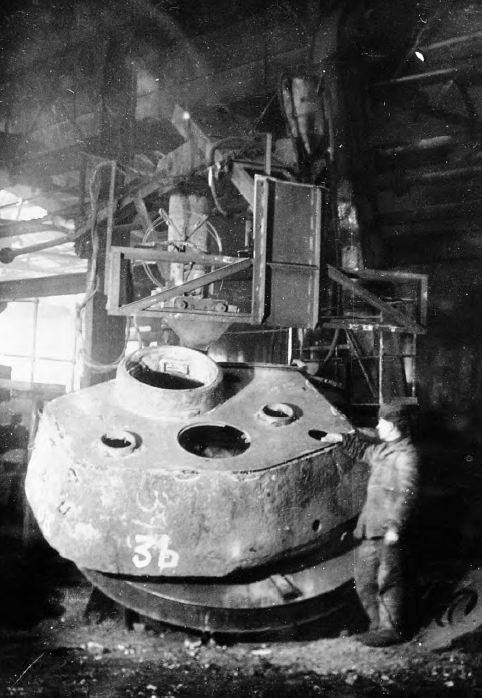
Asennus T-34-85 säiliötornin katon automaattiseen upokaarihitsaukseen Nižni Tagilin tehtaalla nro 183. 1944 Lähde: Venäjän valtion talousarkisto
Myös säiliörunkojen (tornien) hitsauksen automatisoinnin vaikeudet olivat organisatorisia. On syytä muistaa, että hitsauskoneita ei ole koskaan aikaisemmin valmistettu massatuotannossa ja ne olivat itse asiassa Hitsausinstituutin pilottituotannon tuotteita. Tämä selittää jonkin verran hitautta uusien teknologioiden kehittämisessä säiliöteollisuudessa. Joten vuoden 1942 loppuun mennessä säiliötehtailla oli vain 30-35 automaattista hitsauskonetta, jotka eivät tietenkään riittäneet. Siksi kansankomissaari I. M. Zaltsman määräsi 200. maaliskuuta 28 antamallaan käskyllä nro 1943s asentamaan 183 lisäautomaattihitsausyksikköä tehtaalle nro 7 toukokuun puoliväliin asti ja Uralin raskaaseen konepajatehtaaseen 1. kesäkuuta asti 8 automaattista konetta. ja 15. kesäkuuta asti vaadittiin 5 yksikön toimittamista Tšeljabinskin tehtaalle nro 200. Tämä askel oli yksi monista, joiden ansiosta kotimainen tankkiteollisuus pystyi saavuttamaan suunnitellut tuotantotavoitteet kipeästi kaivattujen tela-alustaisten panssaroitujen ajoneuvojen osalta.
Jatkuu ...
tiedot